1. 启用相关选项设置
在选项设置中,需针对工序级倒冲和替代件倒冲场景进行配置,主要包含以下内容:
-
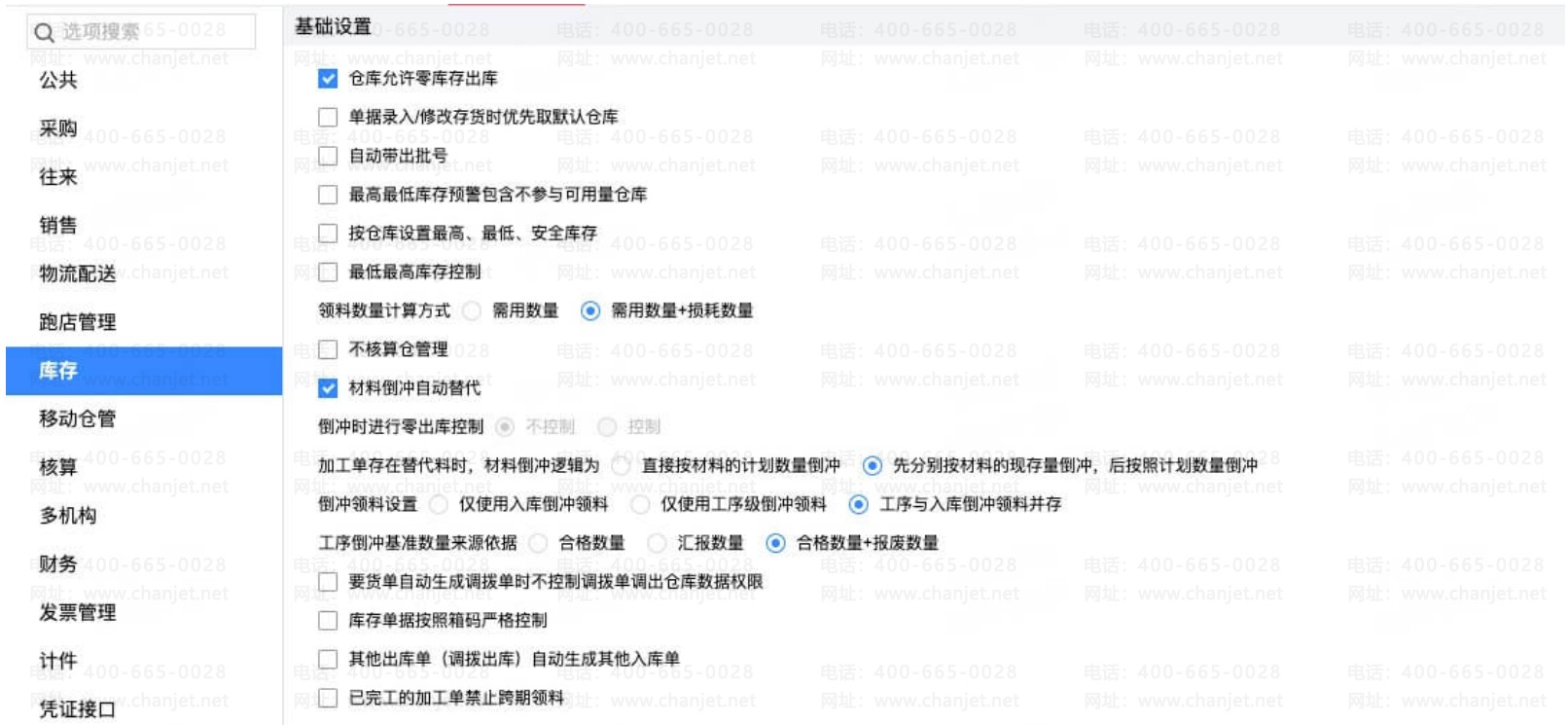
材料倒冲自动替代:勾选后,当材料现存量不足时,系统支持按加工单预设的自动替代标识,根据替代方案进行材料自动替代
-
倒冲领料设置:可选择“仅使用工序级倒冲领料”,即倒冲领料由工序汇报单审核后触发;或选择“工序与入库倒冲领料并存”,根据加工单材料明细设置区分触发节点
-
倒冲时进行零出库控制:该选项与仓库设置联动。若仓库允许零库存出库,倒冲也可零库存出库;若仓库不允许,可单独设置倒冲是否控制零出库。
-
工序倒冲基准数量来源依据:可选择“合格数量”、“汇报数量”(含返修数量)或“合格数量+报废数量”作为基准计算倒冲数量
2. 确定应用场景
在进行具体操作前,需确认业务场景是否符合以下情况:
-
工序倒冲场景:适用于生产工序持续时间长(如油漆后需晾干7-14天),容易跨月,需按工序倒冲以准确计算库存与成本;或多道工序均存在倒冲领料,入库后统一倒冲会导致跨月和成本核算不准的情况。
-
替代件倒冲场景:
-
计划指定替代:在生产加工单计划时,分别设置主件和替代件的计划用量,倒冲时按计划执行。适用于材料管控严格或按工艺指定替代料的场景
-
系统自动替代:计划时只设置主材料及替代方案,倒冲时系统根据库存现存量自动选择替代件。适用于公用料备库存,主件不足时自动消耗替代件的场景
3. 设置物料清单与替代方案
在物料清单(BOM)设置中,需对原材料进行如下配置:
-
原材料须启用“替代”并指定为“倒冲料”。
-
需要设置具体的替代方案,定义替代件的优先级、编码、定额数量等信息。
4. 执行倒冲逻辑
系统根据设置执行倒冲操作,具体逻辑如下:
-
自动替代逻辑:勾选自动替代后,多次倒冲会逐次对剩余数量进行自动替代。若超计划数量倒冲,控制零出库时按先主件后替代件顺序扣减现存量。
-
加工单存在替代料时的倒冲逻辑:
-
直接按计划数量倒冲:严格按加工单材料明细行的计划数量依次倒冲,不考虑现存量因素。
-
先按现存量后按计划数量倒冲:先按现存量依次扣减,现存量为0后再从主件开始扣减计划量。
5. 特殊业务支持
-
店加工支持替代料:在门店零售业务中,若启用相关功能(需执行脚本开启选项),销售店加工商品时,若原材料库存不足,系统会自动用替代料出库